ばね技術から生まれたTSHの独自製品開発
金型段取り激減
曲げ精度の向上
キズ無加工
ショートフランジ加工
穴・スロット加工
斜辺曲げ加工
鈍角&R曲げ加工
技術情報(曲げデータ)
コーポレートサイト(ウイングベンドのページ)へ
ENGLISH
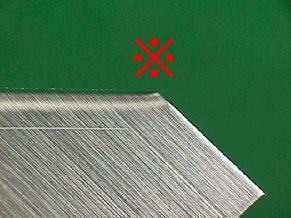
斜辺曲げ
○ダイに対し、ワークを45°傾けた状態で加工
Vダイ V6X88°
(SUS1.0t)
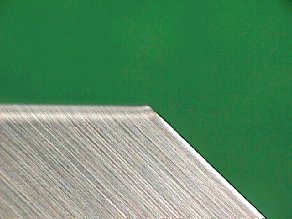
ウイングベンド WB-120
(SUS1.0t)
ダイに対し、ワークを斜めに置いて曲げ加工を行うとき、Vダイ曲げでは曲げ部※に膨らみが発生するなどの問題がある。
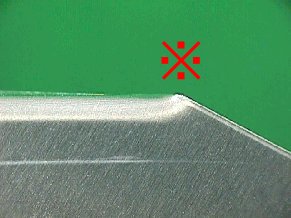
○ダイに対し、ワークを60°傾けた状態で加工
Vダイ V12X88°
(AL2.0t)
ウイングベンド WB-230
(AL2.0t)
Vダイによる曲げサンプルの※部の膨らみが、ウイングベンドによる加工では、少なくなっている。また、ワークに対するキズが無い。